Практический нетворкинг Мастер-класс по сварке оптоволокна на миллион адресов

В работе сварщика счет часто идет на минуты. Когда горе-строители случайно перебивают кабель и оставляют без связи сотни тысяч людей, аварийной бригаде приходится срочно выезжать на место и устранять неисправность. Права на ошибку нет, промедление недопустимо. Это непростое ремесло. Недаром в профессиональной среде сварщиков есть свои звезды, негласные состязания и даже рабочие династии.
Шаг 1. Протяжка
Кабель прокладывается в специальном сооружении, называемом телефонной канализацией. Она состоит из колодцев для доступа к кабелю и монтажа соединений, а также каналов, идущих от колодца к колодцу. В качестве канала, как правило, выступает закладная труба. Сначала через нее протягивается специальное приспособление — узел заготовки канала (УЗК). Попросту говоря, это трос, с помощью которого кабель втягивается внутрь канала на строительную длину плюс около 15 м технологического запаса (излишек остается в колодце).

Шаг 2. Подготовка
Перед сваркой кабель разделывается на длину 1,5–2 м. Это значит, что с него с помощью специального инструмента, стриппера, снимается верхняя оболочка и слой металлической гофры. Под оболочками обнажаются модули — сгруппированные в отдельных оболочках пучки оптических волокон. Количество волокон в каждом модуле зависит от емкости кабеля. Их может быть 4, 8 или даже 28.

Шаг 3. Укладка
Освобожденные от внешней оболочки кабели заводятся в муфту. Муфта — это короб в прочном корпусе, защищающий место соединения кабелей. Для кабелей большой емкости применяются большие цилиндрические муфты с несколькими патрубками для ввода. Внутри муфты — пластмассовая платформа с кассетами. Кассеты будут хранить смотанные колечками излишки волокон. Они нужны как технологический запас на случай, если сварку нужно будет по тем или иным причинам провести снова.
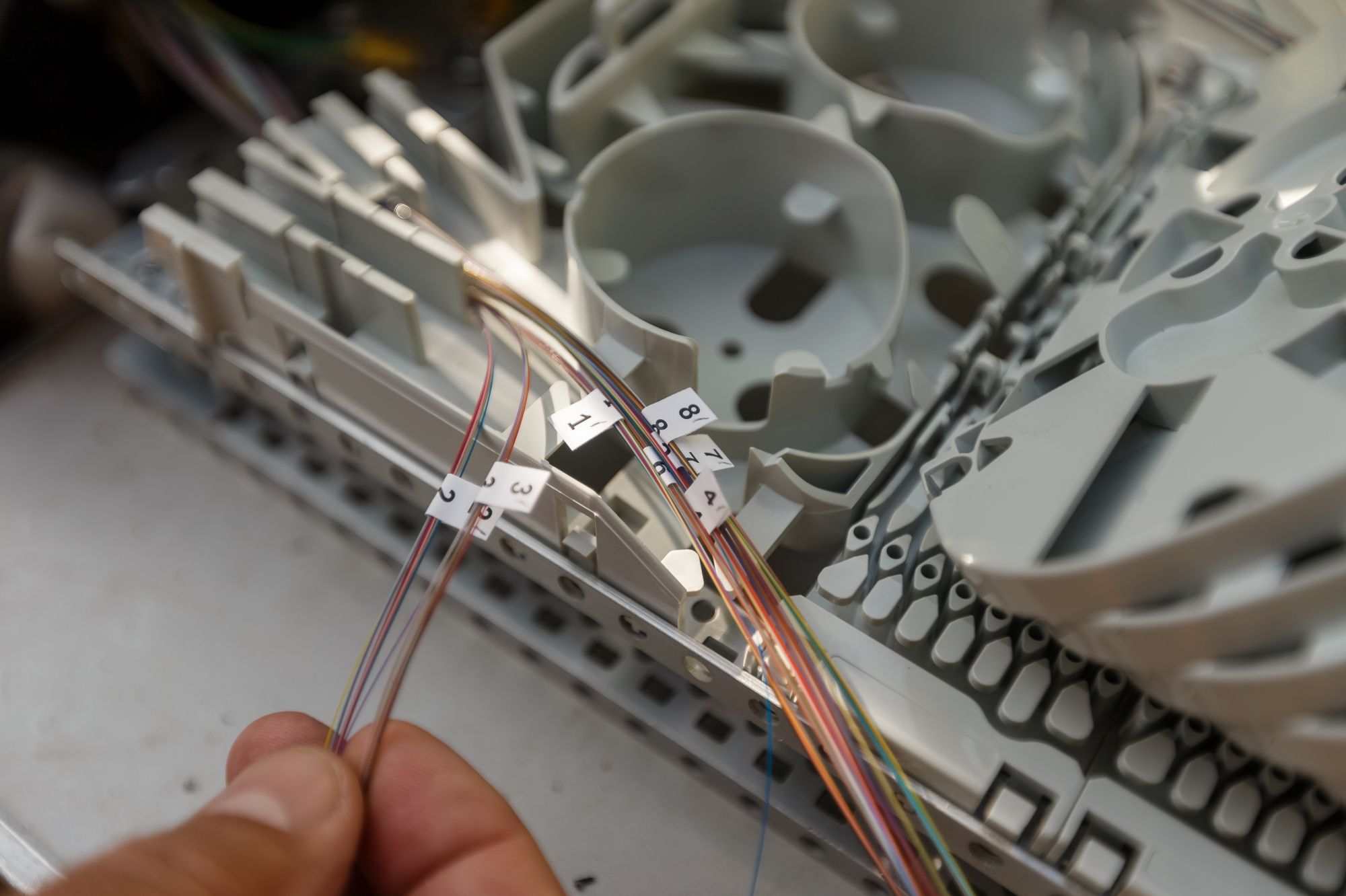
Шаг 4. Зачистка
Подобно кабелю разделываются и модули: стриппером снимается оболочка, высвобождаются отдельные волокна. С их кончиков специальным раствором смывается маслянистое гидрофобное покрытие. Затем счищается лак. Лак выполняет функцию маркировки: каждое волокно в модуле имеет свой цвет, чтобы сварщик смог подобрать ему во втором кабеле точную пару. Да, к сожалению, эта работа не для дальтоников. Используются все цвета радуги, а также черный и серый. Если цветов не хватает, в ход идут крапинки.

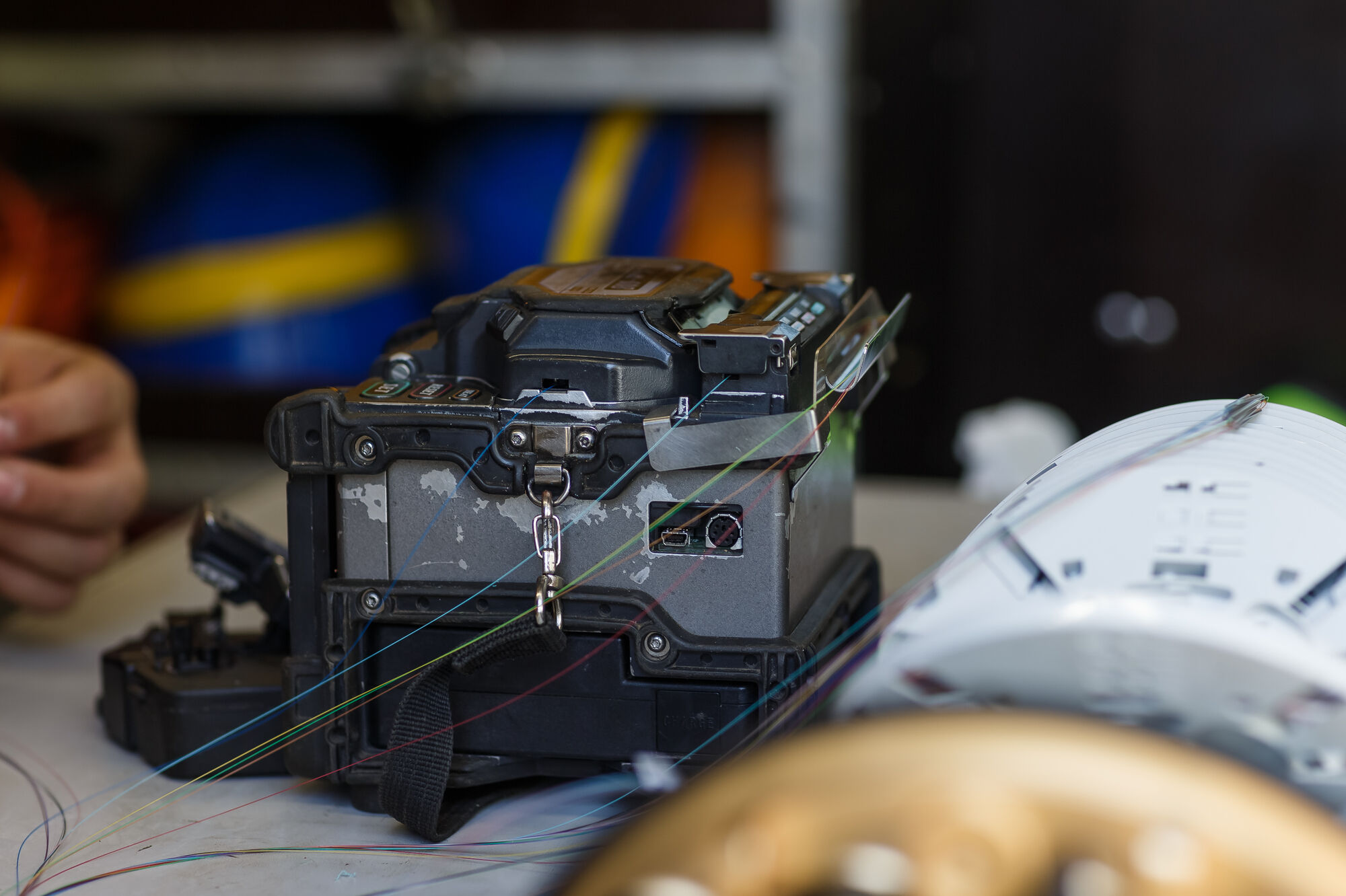
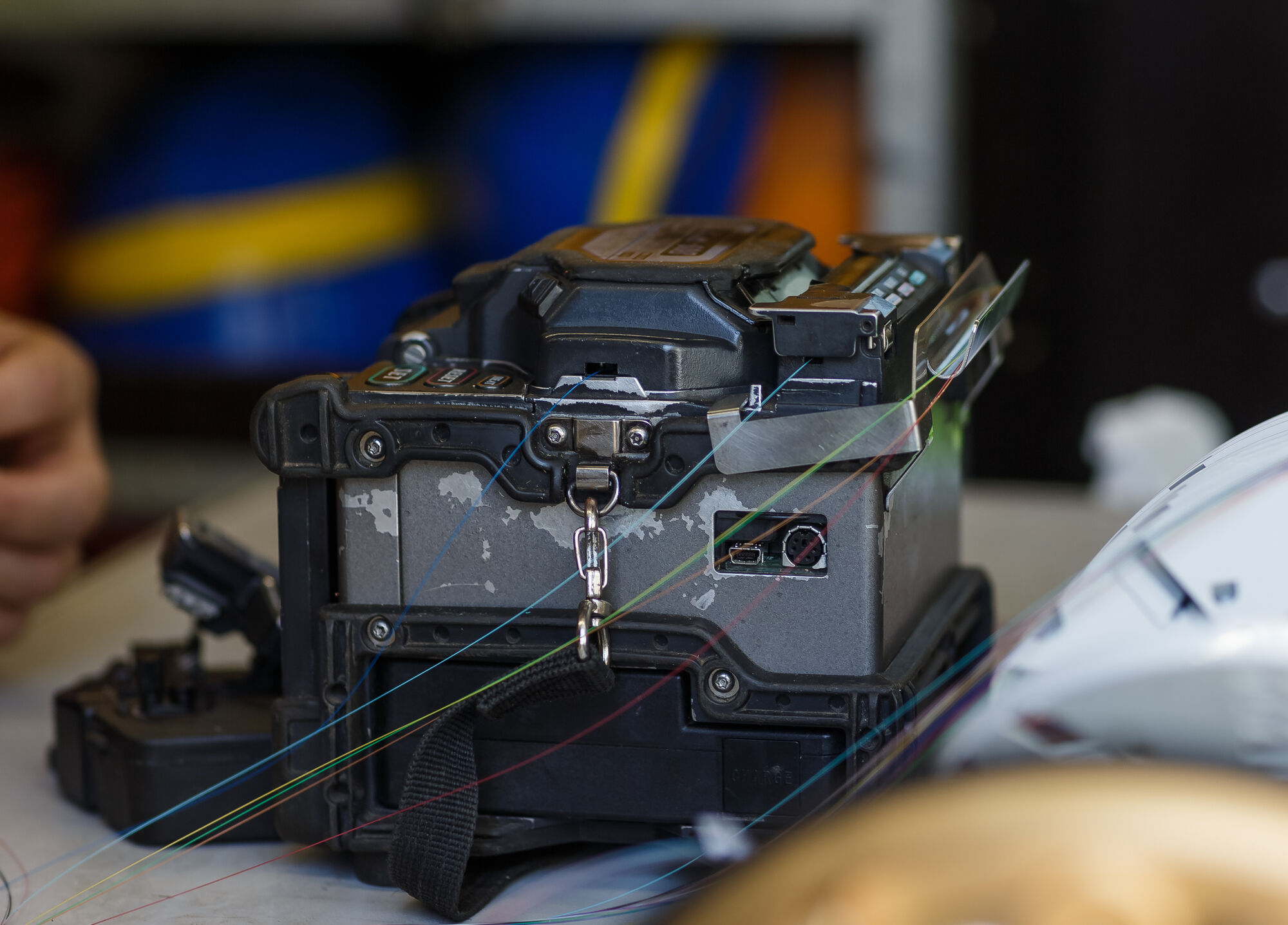
Шаг 5. Сварка
Концы волокон вытягиваются из кассет муфты и скалываются точно под углом 90 градусов. От точности скалывания зависит качество сварки, поэтому для операции применяется специальный прецизионный механизм. Мастер открывает крышку сварочного аппарата и зажимает концы волокон в каретках. Встроенные видеокамеры демонстрируют нити на дисплее с большим увеличением, помогая разместить их точно напротив друг друга. Затем подается дуговой разряд.
Шаг 6. Контроль
Качественная сварка не оставляет на нитях никаких видимых следов. Стык практически никак не должен влиять на пропускную способность нити, хотя на практике могут возникать незначительные потери порядка 0,01 дБ. Оценку пропускной способности стыка вчерне дает уже сам сварочный аппарат, однако окончательные данные будут получены после исследования кабеля рефлектометром.

Шаг 7. Сборка
После сварки на место стыка надвигается термоусадочная гильза, которую мастер заранее надел на одно из волокон. Термоусадка происходит внутри печки, которая является частью сварочного аппарата. Гильза, укрывающая стык, будет установлена на специальный ложемент внутри муфты. После окончания сварки всех составляющих кабель волокон и установки гильз на ложементы крышка муфты плотно закрывается и опускается в колодец.

Шаг 8. Маркировка
Иногда нелишне установить над колодцем табличку с надписью «меди нет». Это предупреждение должно отвадить от магистрали охотников за цветметом, дабы уберечь кабель от повреждения, а сотни тысяч пользователей — от внезапного обрыва связи и длительного ожидания ремонта.

Использованные источники: Материал опубликован в журнале «Цифровой океан» № 3, 2020, Дмитрий Жайворонок